Introduction
Welcome to the world of the Internet of Things (IoT), where technology and connectivity converge to revolutionize industries and shape the future of manufacturing. IoT refers to a network of physical devices, sensors, and software that are interlinked and capable of collecting and exchanging data. These devices can range from simple sensors to advanced machines and robots, all working together to optimize operations and improve productivity.
Downtime in a manufacturing plant can be detrimental, causing delays in production, increased costs, and compromised customer satisfaction. That’s why finding ways to minimize downtime has become a top priority for manufacturers. Fortunately, IoT devices offer innovative solutions to address these challenges.
The purpose of this article is to explore how IoT devices can minimize downtime in a manufacturing plant. We will discuss the various benefits of implementing IoT technologies and the challenges that come with it. By the end, you will have an understanding of how IoT can transform manufacturing operations and enable businesses to stay competitive in today’s dynamic market.
What is IoT?
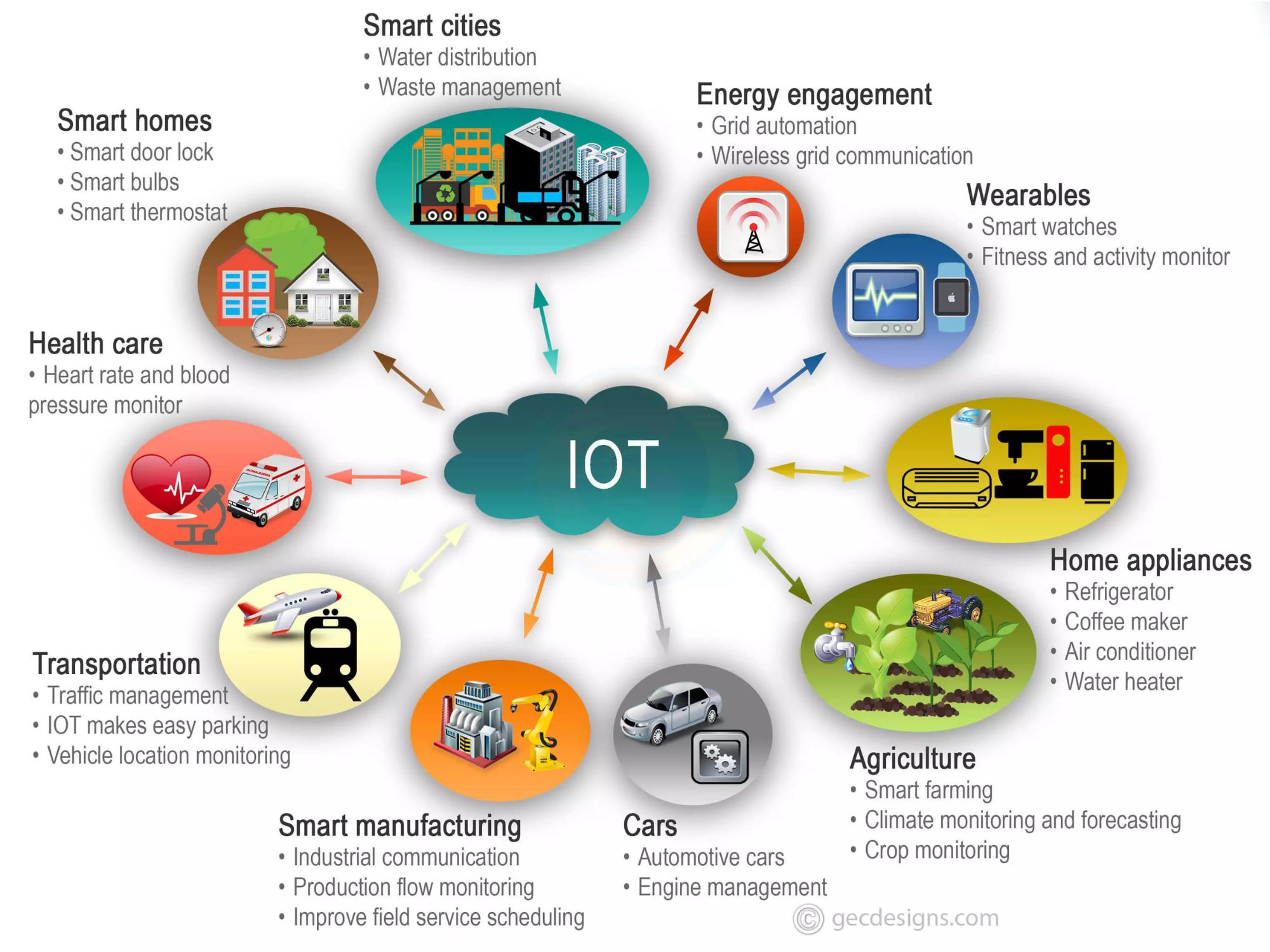
IoT, or the Internet of Things, is a network of everyday physical objects that are embedded with sensors, software, and connectivity to exchange data with other devices and systems over the internet. These objects, also known as “smart devices,” can range from household appliances and wearable devices to industrial equipment and infrastructure. By connecting these devices and enabling them to communicate with each other, IoT creates a vast ecosystem that has the potential to transform various industries, including manufacturing.
At its core, IoT aims to gather and analyze valuable data from the physical world in real-time, allowing for smarter decision-making, increased efficiency, and improved overall performance. The data collected by IoT devices can include information about the device’s status, environmental conditions, user behavior, and more. This data is then processed and analyzed, providing meaningful insights that can drive actions and enable automation.
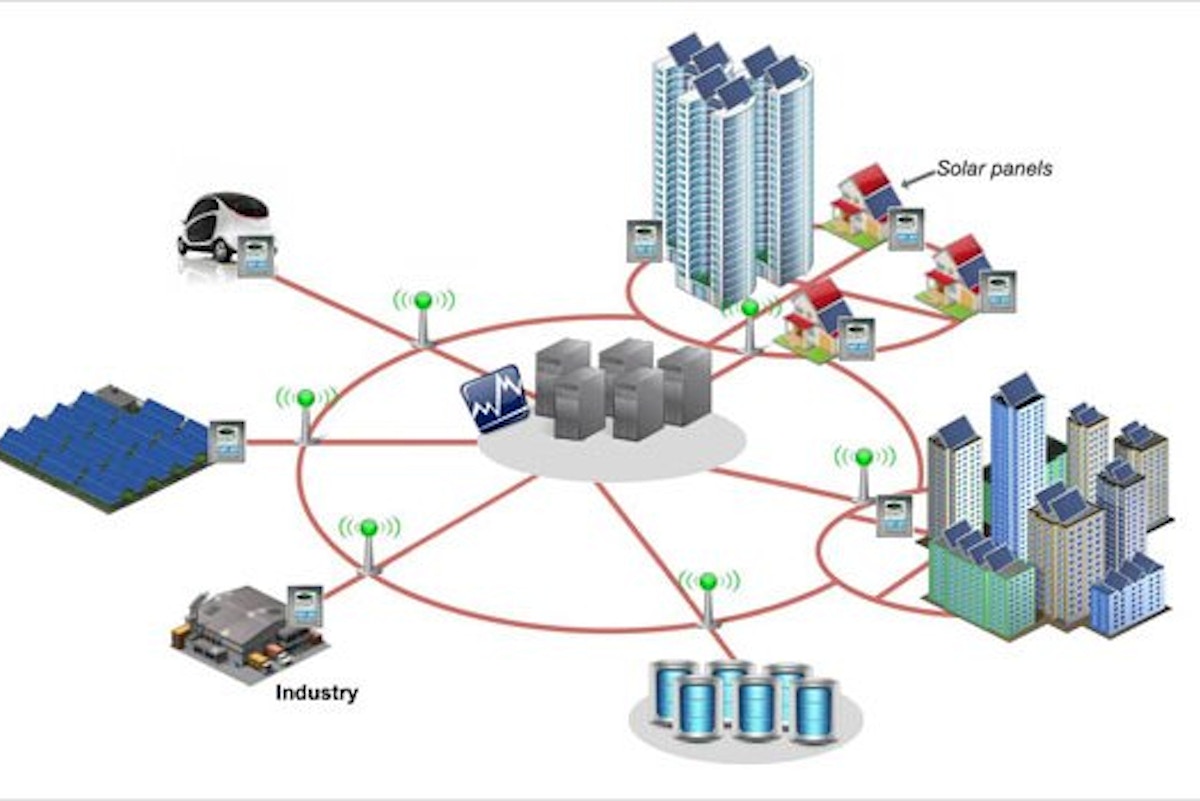
One of the significant advantages of IoT is its ability to connect devices and systems that were previously independent or isolated. This connectivity allows for seamless integration and collaboration between devices, resulting in improved productivity, reduced downtime, and increased operational efficiency. In manufacturing, IoT plays a crucial role in the concept of Industry 4.0, where automation, digitization, and data exchange are transforming traditional factories into smart, interconnected systems.
With the exponential growth of connected devices and the continuous advancements in technology, the potential applications of IoT are virtually limitless. From optimizing energy consumption and improving supply chain management to enhancing customer experiences and enabling predictive maintenance, IoT is revolutionizing industries and opening doors to innovative solutions that were once unimaginable.
The Importance of Minimizing Downtime in a Manufacturing Plant
In the fast-paced and competitive world of manufacturing, minimizing downtime is of utmost importance. Downtime refers to the period when equipment or machinery is not operational, resulting in a halt or slowdown in production. It can be caused by various factors such as equipment failure, maintenance, repairs, or process bottlenecks. Regardless of the cause, the impact of downtime on a manufacturing plant can be severe and far-reaching.
First and foremost, downtime leads to decreased productivity and increased costs. Every minute of downtime represents lost production time, which directly impacts the ability to meet production targets and fulfill customer orders. The resulting delay in supply chain operations can lead to delayed deliveries, dissatisfied customers, and potential financial loss.
Moreover, downtime often requires additional resources and labor to fix the issue and get the production back on track. This means increased maintenance costs, overtime payments, and potential penalties for missing deadlines or contractual obligations. In short, minimizing downtime is crucial for maintaining profitability and competitiveness in the manufacturing industry.
Beyond the financial implications, downtime can also affect the reputation and customer trust in a manufacturing plant. In today’s interconnected world, customers have high expectations for prompt and reliable service. Any disruption in production or delays in order fulfillment can lead to customer dissatisfaction and even the loss of valuable business relationships. Building and maintaining a strong reputation for on-time delivery and quality products requires minimizing downtime and ensuring smooth operations.
Furthermore, downtime can impact employee morale and motivation. When workers are constantly faced with equipment breakdowns, delays, and inefficient processes, it can create frustration and demotivation. This, in turn, can lower productivity and hinder the overall performance of the manufacturing plant. On the other hand, by minimizing downtime and creating a more efficient and reliable work environment, employee morale and job satisfaction can be improved, leading to higher productivity levels and a positive work atmosphere.
Finally, minimizing downtime aligns with the principles of continuous improvement and lean manufacturing. By identifying the root causes of downtime and implementing measures to reduce or eliminate them, manufacturing plants can optimize their processes, enhance equipment reliability, and increase overall efficiency. This proactive approach not only minimizes downtime but also paves the way for continuous growth and sustainable success in the long run.
How IoT Devices Can Minimize Downtime in a Manufacturing Plant
IoT devices offer a plethora of benefits and capabilities that can significantly contribute to minimizing downtime in a manufacturing plant. These devices, when strategically deployed and integrated into the existing infrastructure, can revolutionize the way manufacturers monitor, maintain, and optimize their operations. Here are some ways IoT devices can help minimize downtime in a manufacturing plant:
- Real-time Monitoring and Predictive Maintenance: IoT devices can continuously monitor the health and performance of equipment and machinery in real-time. By collecting data on parameters such as temperature, vibration, pressure, and energy consumption, these devices can identify potential issues and send alerts to maintenance teams before equipment failure occurs. This proactive approach enables predictive maintenance, where repairs and replacements can be scheduled during planned maintenance windows, reducing the risk of unexpected breakdowns and minimizing downtime.
- Improved Efficiency and Automation: IoT devices can enable automation and optimization of manufacturing processes. By connecting various systems and machines, IoT devices can exchange data and coordinate operations in real-time. This ensures that processes are streamlined, eliminating bottlenecks and reducing production delays. For example, IoT devices can automatically adjust machine settings based on real-time feedback, optimize energy consumption, and automate material handling, minimizing human error and maximizing operational efficiency.
- Enhanced Safety Measures: IoT devices can contribute to a safer working environment by monitoring and providing insights into safety conditions. For instance, IoT sensors can detect hazardous conditions such as high temperatures, toxic gas leaks, or equipment malfunctions, triggering immediate alerts to the concerned personnel. Early detection of safety issues enables quick response, preventing accidents and ensuring the well-being of employees. By minimizing safety-related incidents, production interruptions due to accidents can be avoided, reducing downtime.
- Streamlined Production Processes: IoT devices facilitate real-time tracking and monitoring of raw materials, work-in-progress, and finished products. This visibility allows manufacturers to identify potential bottlenecks, optimize workflow, and reduce lead times. For example, IoT-powered inventory management systems can automatically track stock levels, triggering reordering when inventory reaches a predetermined threshold. This ensures a continuous supply of materials, avoiding delays caused by stockouts and ensuring uninterrupted production.
- Data-driven Decision Making: IoT devices generate a vast amount of data that can be analyzed and transformed into actionable insights. By leveraging machine learning algorithms and data analytics, manufacturers can gain valuable insights into their operations, identify patterns, and make data-driven decisions to optimize production processes. For example, analyzing data from IoT devices can help identify the root causes of equipment failures, enabling targeted improvements to prevent future downtime incidents.
By harnessing the power of IoT devices and integrating them into the manufacturing ecosystem, companies have the opportunity to leverage real-time insights, automation, and predictive capabilities to minimize downtime, improve productivity, and stay ahead of the competition in today’s fast-paced manufacturing landscape.
Real-time Monitoring and Predictive Maintenance
Real-time monitoring and predictive maintenance are crucial elements of minimizing downtime in a manufacturing plant. IoT devices play a central role in enabling these capabilities, revolutionizing traditional maintenance practices and moving from reactive to proactive maintenance strategies.
IoT devices deployed throughout the manufacturing plant can continuously monitor the vital signs of equipment and machinery in real-time. These devices are equipped with sensors that collect data on various parameters such as temperature, vibration, pressure, and energy consumption. By analyzing this data, patterns and anomalies can be identified, indicating potential issues or impending equipment failure.
With real-time monitoring, maintenance teams can receive immediate alerts and notifications when deviations from normal operating conditions are detected. This allows them to take prompt action and address emerging problems before they cause major breakdowns or disruptions in production. By intervening early, maintenance can be scheduled during planned maintenance windows, minimizing downtime and reducing the need for expensive emergency repairs.
Beyond real-time monitoring, IoT devices also enable predictive maintenance. By analyzing historical data and utilizing machine learning algorithms, these devices can predict when equipment is likely to fail, providing insights into the optimal timing for maintenance activities. Predictive maintenance ensures that maintenance interventions are performed precisely when necessary, avoiding unnecessary downtime and maximizing the utilization of resources.
Predictive maintenance can be further enhanced by leveraging advanced analytics. By correlating data from multiple IoT devices, manufacturers can identify underlying patterns and root causes of equipment failures. This allows them to implement targeted improvements to prevent recurring issues and extend the lifespan of critical assets. Machine learning algorithms can also adapt and refine their predictions over time, learning from past failures and becoming more accurate in identifying maintenance needs.
The benefits of real-time monitoring and predictive maintenance are numerous. By implementing these IoT-driven strategies, manufacturers can significantly reduce unplanned downtime, leading to increased production output and improved overall equipment effectiveness (OEE). Furthermore, being able to anticipate maintenance needs and proactively address them minimizes the risk of catastrophic failures, reducing costs associated with emergency repairs and replacement of equipment.
Overall, real-time monitoring and predictive maintenance powered by IoT devices provide manufacturers with invaluable insights and actionable information. By leveraging these capabilities, manufacturers can optimize their maintenance practices, minimize downtime, and ensure the continuous and efficient operation of their manufacturing plants.
Improved Efficiency and Automation
IoT devices offer the potential to significantly improve efficiency and automate various aspects of manufacturing operations. By harnessing the power of connectivity and data exchange, manufacturers can streamline processes, optimize resource utilization, and reduce human error, ultimately minimizing downtime in the manufacturing plant.
One of the key ways IoT devices improve efficiency is by enabling real-time data exchange and communication between machines, systems, and workers. By connecting different components of the manufacturing ecosystem, IoT devices facilitate seamless coordination and collaboration. This integration allows for the automation of tasks and processes that were previously manual or prone to errors, thereby improving efficiency and reducing downtime caused by human error.
For example, IoT devices can automate the collection and analysis of production data, eliminating the need for manual data entry and reducing the risk of inaccuracies. This data can be used to optimize production scheduling, inventory management, and supply chain operations, ensuring that the right materials are available when needed, and minimizing delays in production.
Moreover, IoT devices enable real-time monitoring and control of equipment and machines. Through sensors and connected systems, these devices can collect data on machine performance, energy consumption, and other key metrics. This data can be analyzed to identify inefficiencies, optimize operations, and make data-driven decisions. By addressing inefficiencies and optimizing processes, manufacturers can improve productivity, reduce waste, and minimize downtime caused by bottlenecks or suboptimal performance.
Automation is another essential aspect of IoT devices that contributes to improved efficiency. By automating repetitive and time-consuming tasks, manufacturers can free up valuable human resources to focus on higher-value activities. IoT devices can automate material handling, quality control, and even equipment maintenance, ensuring smooth operations and reducing the risks of operational downtime.
Furthermore, IoT devices enable manufacturers to leverage real-time data and analytics for predictive and prescriptive insights. By analyzing data generated by IoT devices, manufacturers can gain a deeper understanding of their operations, identify areas for improvement, and proactively address potential issues before they lead to downtime. For example, predictive analytics can help identify possible equipment failures or maintenance needs in advance, allowing for planned interventions and preventing unexpected downtime.
In summary, IoT devices bring efficiency and automation to manufacturing plants by connecting devices, systems, and processes. Through real-time data exchange, automation of tasks, and data-driven decision-making, manufacturers can optimize their operations, improve productivity, and minimize downtime. By harnessing the power of IoT devices, manufacturing plants can achieve higher levels of efficiency, competitiveness, and operational excellence.
Enhanced Safety Measures
Safety is of utmost importance in any manufacturing plant. IoT devices play a crucial role in enhancing safety measures by providing real-time monitoring, proactive notifications, and data-driven insights to prevent accidents and ensure the well-being of employees.
IoT devices equipped with sensors can constantly monitor the manufacturing environment and machinery for potential safety hazards. For example, temperature sensors can detect overheating equipment or machinery, gas sensors can identify leaks or hazardous fumes, and motion sensors can detect abnormal movements. When these sensors detect any abnormality, they can trigger immediate notifications to the concerned personnel, allowing for swift actions to be taken to mitigate risks and prevent accidents.
Moreover, IoT devices can improve safety measures by providing accurate and up-to-date information on the status of safety equipment and protocols. For instance, IoT-enabled safety equipment such as fire alarms or emergency exits can be connected to a central system that monitors their functionality and sends alerts if any issues are detected. This ensures that safety systems are always operational and ready for use, minimizing the risk of accidents and improving emergency response times.
IoT devices also enable advanced safety analytics by collecting and analyzing data on workplace safety incidents and near-misses. This data can be used to identify patterns, pinpoint safety issues, and proactively address potential risks or hazards. For example, by analyzing data from IoT devices, manufacturers can identify high-risk areas within the plant, track employee adherence to safety protocols, and implement targeted safety training programs.
Furthermore, IoT devices can facilitate remote monitoring and oversight, allowing safety personnel to have real-time visibility into the status of safety measures across multiple locations. This remote monitoring capability enables quicker response times to safety incidents and ensures consistent adherence to safety protocols. Alerts and notifications can be sent to the appropriate personnel, enabling prompt interventions to prevent accidents and minimize downtime resulting from safety-related incidents.
In addition to accident prevention, IoT devices enable manufacturers to improve worker safety by automating hazardous tasks. By integrating IoT devices with robotic systems, manufacturers can transfer workers from dangerous or strenuous tasks to more supervisory or strategic roles. This reduces the risk of injuries, enhances worker well-being, and increases overall safety in the manufacturing plant.
Overall, IoT devices offer manufacturers enhanced safety measures through real-time monitoring, proactive notifications, and data-driven insights. By leveraging IoT’s connectivity and analytics capabilities, manufacturers can create a safer working environment, prevent accidents, and ensure the well-being of their employees. The integration of IoT devices and safety protocols contributes to a culture of safety, minimizes downtime caused by safety incidents, and strengthens the overall risk management practices of a manufacturing plant.
Streamlined Production Processes
IoT devices play a vital role in streamlining production processes in a manufacturing plant. By connecting various components of the production line and leveraging real-time data, these devices enable manufacturers to optimize workflows, improve efficiency, and minimize downtime.
One way IoT devices contribute to streamlined production processes is by providing real-time visibility and control over the entire manufacturing operation. By connecting machines, systems, and operators, IoT devices enable seamless communication and coordination. This connectivity allows for the automatic exchange of data and instructions, ensuring that each step of the production process is executed precisely and efficiently, without delays or bottlenecks.
For example, IoT devices can monitor inventory levels in real-time and automatically trigger reordering when stock reaches a certain threshold. This ensures that materials and components are always available when needed, eliminating production delays caused by stockouts. Furthermore, IoT devices can optimize the flow of materials and products throughout the plant, automatically routing them to the next appropriate workstation or assembly line, minimizing manual efforts and reducing the risk of errors.
Another way IoT devices streamline production processes is through the automation of manual tasks. By offloading repetitive and time-consuming tasks to IoT-driven systems, manufacturers can free up human resources for more valuable and skilled work. These devices can perform tasks such as data collection, material handling, quality control, and equipment maintenance, reducing human errors and increasing overall operational efficiency.
Moreover, IoT devices enable manufacturers to gather vast amounts of data from various stages of the production process. By utilizing data analytics and machine learning algorithms, manufacturers can gain insights into the performance of their production line, identify bottlenecks, and optimize operations. For example, analyzing data from IoT devices can help identify the root causes of inefficiencies or quality issues, allowing for targeted process improvements that reduce downtime and increase productivity.
Additionally, IoT devices facilitate real-time monitoring and adjustment of production parameters to ensure optimal performance. These devices can collect data on machine health, energy consumption, and other key metrics, allowing manufacturers to monitor and fine-tune production processes in real-time. By making prompt adjustments based on real-time data, manufacturers can prevent deviations, optimize efficiency, and avoid downtime resulting from suboptimal performance.
By streamlining production processes through the integration of IoT devices, manufacturers can achieve enhanced productivity, reduced cycle times, and improved quality control. Streamlined processes minimize delays, eliminate waste, and improve overall operational performance, ultimately leading to increased customer satisfaction and a competitive edge in the market.
Data-driven Decision Making
Data-driven decision making is a critical aspect of minimizing downtime in a manufacturing plant, and IoT devices play a crucial role in providing the necessary data and insights. By leveraging the power of real-time data collection, analysis, and visualization, manufacturers can make informed decisions, optimize processes, and minimize downtime.
IoT devices generate a vast amount of data throughout the manufacturing plant, capturing information on machine performance, energy consumption, environmental conditions, and more. This data can be collected, aggregated, and analyzed to uncover patterns, identify bottlenecks, and reveal areas of improvement. By utilizing advanced analytics and machine learning algorithms, manufacturers can gain actionable insights for optimizing production processes.
Data-driven decision making enables manufacturers to shift from a reactive to a proactive approach. By analyzing historical data and monitoring real-time data streams, manufacturers can detect trends, predict potential problems, and take preventive actions. For example, analyzing data from IoT devices can help identify early signs of equipment failure or maintenance needs, allowing for targeted maintenance interventions to be scheduled proactively and minimizing unexpected downtime.
IoT devices also enable manufacturers to track key performance indicators (KPIs) in real-time. By having a clear view of KPIs such as production output, cycle times, and defect rates, manufacturers can identify areas of improvement and make data-driven decisions to optimize performance. Real-time monitoring allows for quick response and adjustments to keep the production line running smoothly and efficiently.
In addition to operational data, IoT devices can also integrate external data sources, such as weather or market trends, to further enhance decision making. For example, by incorporating weather data, manufacturers can anticipate changes in demand or adjust production schedules based on weather conditions that may impact transportation or raw material availability.
The insights derived from data-driven decision making can guide manufacturers in optimizing resource allocation, production planning, and supply chain management. By using data analytics, manufacturers can identify areas of inefficiency or waste, optimize production scheduling to minimize equipment idle time, and ensure the availability of materials to avoid delays in production. These informed decisions contribute to improved overall performance and reduced downtime throughout the manufacturing plant.
Moreover, data-driven decision making enables manufacturers to measure the impact of process improvements and initiatives. By comparing historical and current data, manufacturers can evaluate the effectiveness of implemented changes, identify areas that require further improvement, and continuously refine their operations to minimize downtime and maximize productivity.
Overall, data-driven decision making powered by IoT devices empowers manufacturers to optimize processes, reduce downtime, and improve overall performance. By utilizing real-time and historical data, manufacturers can make informed decisions, address issues proactively, and continuously improve their operations to stay competitive in today’s dynamic manufacturing landscape.
Challenges and Considerations in Implementing IoT in a Manufacturing Plant
While the implementation of IoT devices in a manufacturing plant offers numerous benefits, there are several challenges and considerations that need to be addressed to ensure successful integration and minimize potential risks. Here are some key challenges and considerations to keep in mind:
- Cost: Implementing IoT devices in a manufacturing plant can incur significant costs. Apart from the cost of acquiring and installing the devices, there may also be expenses associated with infrastructure upgrades, connectivity, and data management. It is important to assess the return on investment (ROI) and develop a clear business case to justify the costs and ensure long-term sustainability.
- Compatibility and Integration: Integrating IoT devices into existing systems and infrastructure may require seamless interoperability to ensure smooth operations. Compatibility issues can arise when different devices, protocols, or platforms are used. Manufacturers should evaluate the compatibility of IoT devices with existing systems, as well as the availability of APIs and integration capabilities, to avoid disruptions and maximize the benefits of IoT implementation.
- Security and Data Privacy: IoT devices generate and transmit large volumes of data, raising concerns about security and data privacy. Manufacturers must implement robust security measures to protect sensitive data from unauthorized access, tampering, or breaches. This includes implementing encryption, authentication protocols, and secure data storage practices. Additionally, manufacturers should establish clear data governance policies and adhere to relevant data protection regulations to protect customer and organizational data.
- Scalability and Flexibility: Manufacturing plants operate at different scales, and the scalability and flexibility of IoT solutions are crucial considerations. Manufacturers should carefully select IoT devices and infrastructure that can scale and adapt to changing production needs. The chosen IoT solution should be able to handle increasing data volumes, support a growing number of connected devices, and integrate with future technologies and system upgrades.
- Data Management and Analytics: The success of IoT implementation relies on effective data management and analytics capabilities. Manufacturers need a robust and scalable data management system to handle the vast amounts of data generated by IoT devices. They must also implement analytics tools and techniques to derive actionable insights from the data. It is important to have data governance practices in place to ensure data quality, integrity, and accessibility.
- Training and Workforce Readiness: Integrating IoT devices requires not only technological readiness but also a skilled workforce capable of managing and leveraging IoT-driven systems effectively. Manufacturers should invest in training programs to upskill employees and enhance their understanding of IoT technologies. This will ensure that employees can utilize IoT data and insights to make informed decisions and effectively leverage the benefits of IoT in day-to-day operations.
By addressing these challenges and considerations, manufacturers can navigate the complexities of implementing IoT devices in a manufacturing plant effectively. While the road to IoT implementation may have its obstacles, careful planning, strategic decision-making, and continuous monitoring can result in a successful integration that minimizes downtime and maximizes the potential of IoT technologies in driving operational excellence.
Conclusion
The integration of IoT devices in a manufacturing plant offers significant opportunities to minimize downtime, optimize processes, and improve overall operational performance. By harnessing the power of connectivity, real-time data, and analytics, manufacturers can make informed decisions, enhance efficiency, and address potential issues before they lead to downtime.
IoT devices enable real-time monitoring and predictive maintenance, allowing manufacturers to proactively identify equipment failures and schedule maintenance interventions to minimize downtime. They also facilitate automation and optimization of production processes, reducing human error and streamlining workflows. Enhanced safety measures can be achieved through real-time monitoring, proactive notifications, and automation of hazardous tasks. Additionally, IoT devices enable data-driven decision making by collecting and analyzing data, providing valuable insights for process improvements and optimization.
However, implementing IoT devices in a manufacturing plant comes with its challenges and considerations. These include cost, compatibility and integration, security and data privacy, scalability and flexibility, data management and analytics, and workforce readiness. Addressing these challenges and considering these factors is crucial to ensure successful IoT implementation and maximize its benefits.
In conclusion, incorporating IoT devices in a manufacturing plant has the potential to revolutionize operations and enable manufacturers to stay competitive in today’s dynamic market. By embracing IoT technologies, manufacturers can minimize downtime, improve efficiency, enhance safety measures, streamline production processes, and make data-driven decisions that lead to improved productivity and profitability. While challenges may arise, with careful planning and strategic implementation, IoT can transform manufacturing plants into smart, interconnected systems capable of driving continuous improvement and sustainable success.